|
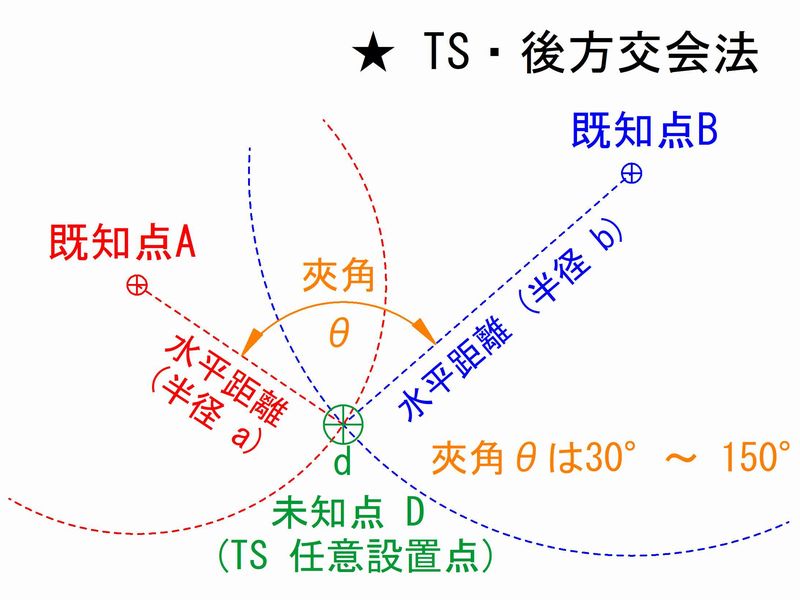
1. 常に同じ基準点を使用するには後方交会が必須!
★★★ 控杭とTSの盛替(誤差の原因)を無くし、常に同じ基準点と整合できる!
★ 進化TSと反射シートの組合せで短時間・高精度の位置出しが可能に!
※ 後方交会法 おススメの理由は 【 誤差の原因・極論へ 】参照
※ 同じ基準点使用で歪み誤差 解消・・・言い換えると【 こちらの記事 】

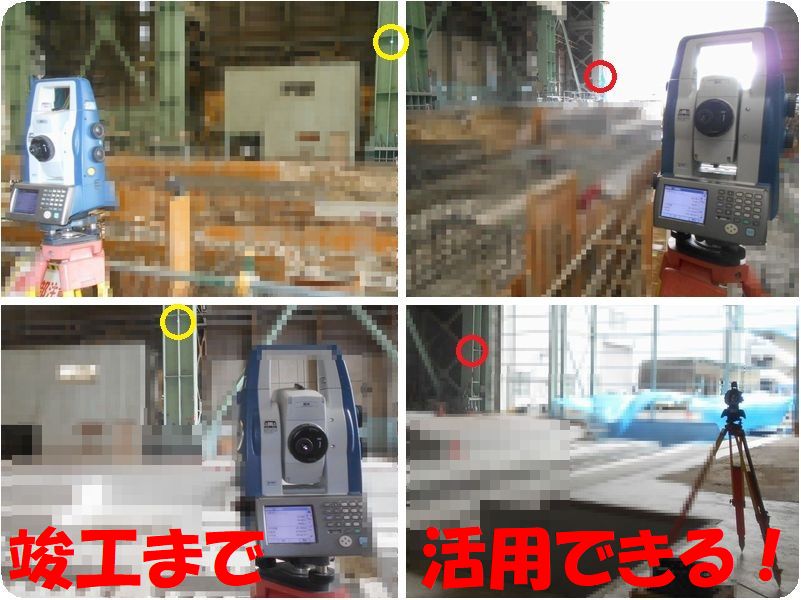
★★★ TS 設置制限(視通・足場 + チルト確保など)がある時に有効!

★★★ 床付けの墨出し、器械を視通良好な任意点に設置して 作業が開始できる
★ 朝一番、職人さんが待っていても大丈夫!速攻で終わらせ 信頼ゲット
※ TS 任意点の選定における注意点は 【 09 後方交会・実務編 】参照
|
|
2. 器械高と既知点(基準点)を登録・観測するだけ
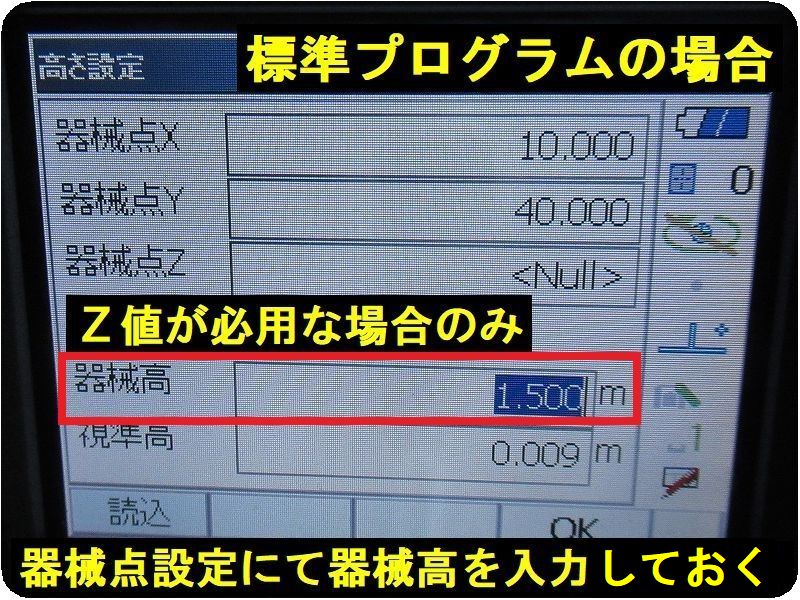
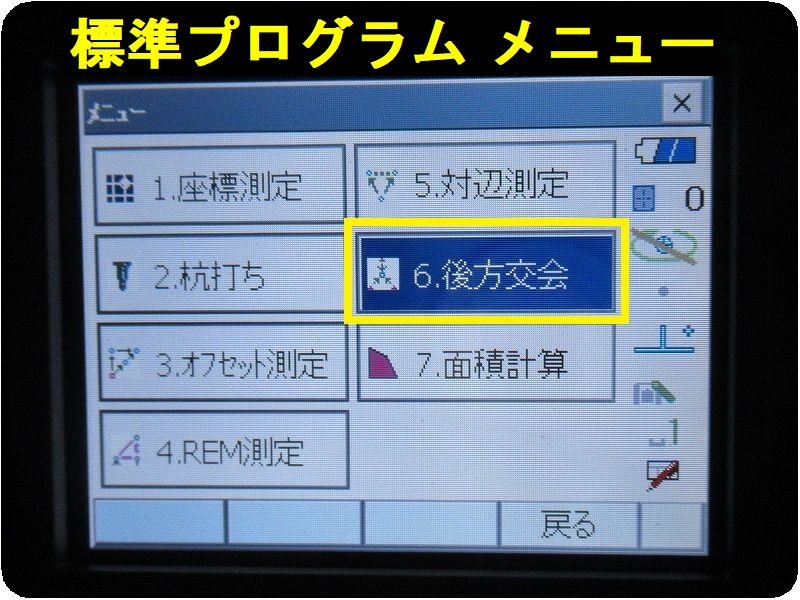
・器械高入力後、標準プログラム・メニューから後方交会をタップ選択する
・ボタンキー操作に比べて液晶なら進行・修正・戻りがタップ操作で簡単!
(後方交会の作業実績もなく 手順と精度に不安で踏み出せない人におススメ)
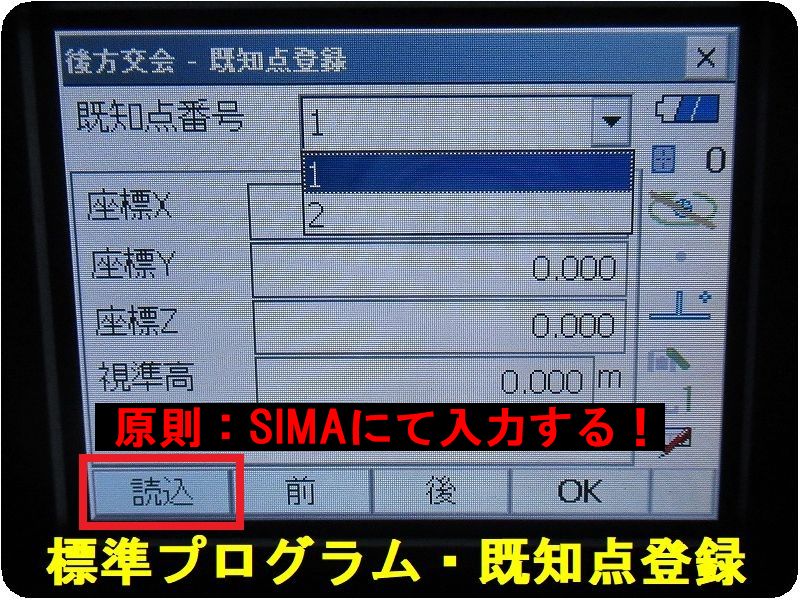
・上記液晶画面の既知点登録にて座標値を入力する(SIMA読込が原則)
・既知点の登録 [OK] で 観測(測距・測角・視準高入力)が開始できる
【動画 07-1】標準プログラムでの後方交会の操作手順
|

|
■ 標準プログラム編
★ 既知点設定 ⇒ 観測
★ SIMAも読込める
★ 初心者の練習法とは?
⇒ その場で答え合わせ
|
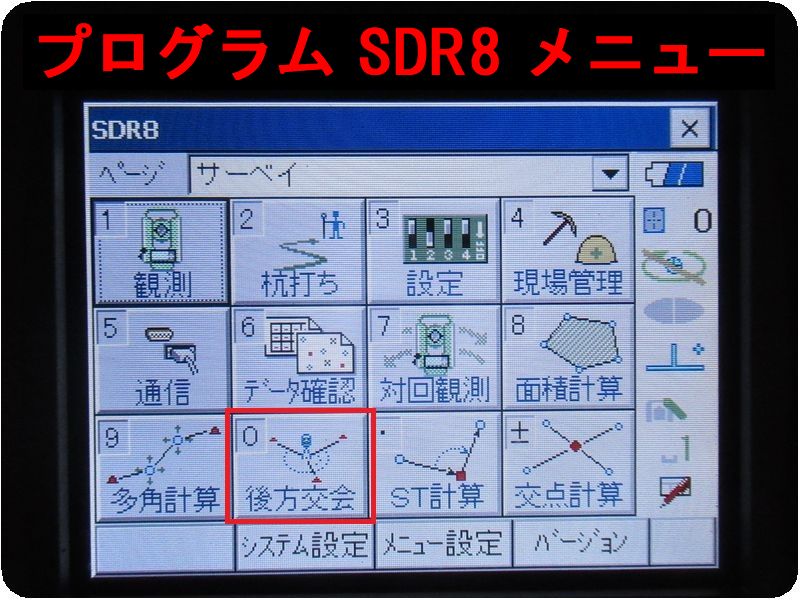
▼ オプション プログラムSDR8の場合、メニューから後方交会をタップ
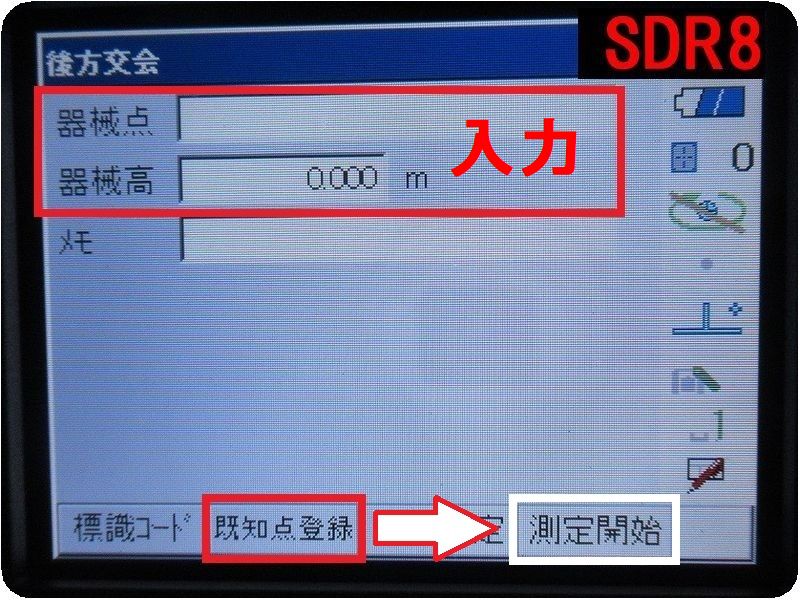
・観測準備は器械点の名称と器械高を入力し、既知点を読込登録すればOK!
・測定開始から 既知点を登録順に視準・測距するだけで観測終了・結果表示
・SDR8 での結果座標は 点データとして保存でき、杭打ち等で読込利用可能
【動画 07-2】SDR8プログラムでの後方交会の操作手順
|

|
■ SDR8プログラム編
★ 既知点登録 ⇒ 観測
★ SIMAも読込める
★ 結果座標は保存可能
⇒ 器械点選択の一覧へ
|
▼ 既知点設置と測定方法(手段)が後方交会の結果を左右する!

・既知点には原則・反射シートを使用し、手持ちのプリズムは使用しない
・100m以上、陽炎対策、境界点 視準高が高くなる時など 三脚 +1素子を
(※ ポール三脚では気泡精度に限度があり 高い視準高の場合、不奨励)
◆ 建築・既知点測量では手持ちのプリズム測定は役不足デス!
|
|
3. 反射シートで結果 σX,σY⇒ ±1mm以内が可能!
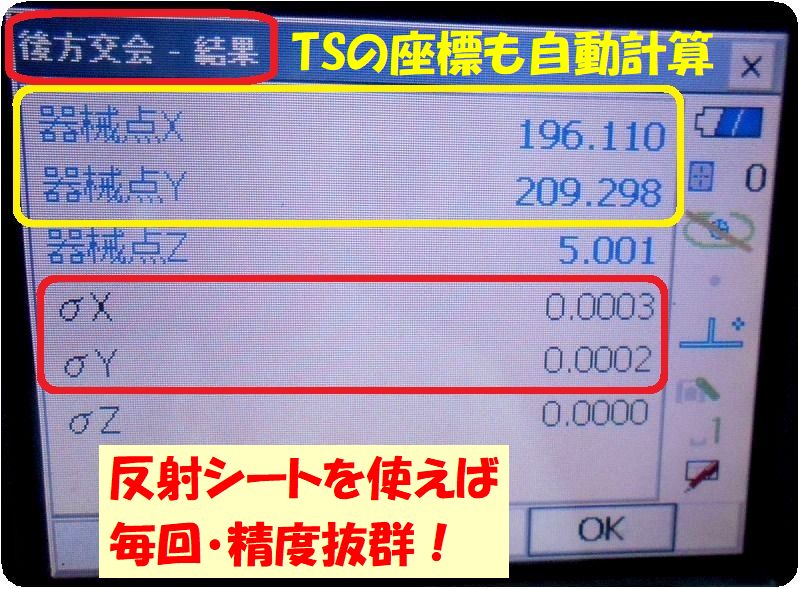

▲ 【 結果・実例 】画像クリックで拡大できます!
★ 後方交会の計算結果【器械点座標・較差】はその場で確認・再測判断可能
● 既知点(基準点)に反射シートを活用すれば安定した精度が確保できる!
■ 常に同じ既知点による器械点設定が精度を安定させる重要な役目を果す!
(但し、既知点の成果誤差、同方向の変位等、精度抜群でも適正を点検↓)

※ σX,σYが ±1mm以内でも 適正点検・原因究明 が大切!
◆ 施工に使用した既設 基準墨 or 前回TS点等との整合差を点検する
1. 整合差が2mm以内であれば一応 OK! 座標測定・測設を開始!
2. 3mmの場合、基準墨を含めて再・後方交会 or 既知点選択を検討
3. 4mm以上の場合、観測条件,方法、既知点成果,変位等の原因究明
|
▼ シビアなアンカーボルトの位置調整も後方交会の結果次第!
▼ 結果の点検がOKなら X差Y差による杭打ち(測設)作業に移行!
★★★ 常に同じ基準点・点検点と整合させる事でシビアなアンカーボルトも楽勝!
※ 近年 TSの距離精度は抜群ですが、精度の分かれ目は角度精度 【 TS のススメ 】へ
◆ 陽炎は天敵!精度を要するアンカーボルト等の位置出しは夕方に実施する!
★★★ 反射ピンポールなら足場、型枠、鉄筋の隙間を縫って最下点が視準できる!
※ 面倒なプリズム移動が不要・全面反射のポールは【 反射シート原則論 】のこちら
|
|
4. 計算結果の器械点座標は座標測定,杭打ちへ連動!

▼ 後方交会の任意点座標にてX差Y差による杭打ち(測設)作業に移行する
・得られた器械点の座標値は座標測定・杭打ちの器械点設定に連動する
・ SDR8で保存した器械点の座標は標準プログラム 器械点設定で読込可能
(※ SDR8ではX差Y差の逆打ち機能がないため標準プログラムを使用する)
|
|
◆ 既知点は地上にしかないという固定観念を捨てよう!
★ すでに既知点あれば実務編の【 09 任意点選定と位置出しの要領 】へ
|