1.「製造年の古い?TS 」は 要注意!
|
■ 先ず確認デス!
現場環境(特に振動)、使用頻度、取扱い方にもよりますが、
着工時は校正状態のTSも、次第に器差のバラツキが拡大しやすい
傾向のTSがあります。( ⇒ 器械定数誤差の発生確率が高いTS)
要注意は製造年の古いTSデス!(昭和年代から平成14年頃まで?)
その理由として考えられるのは
・元々の精度 + 光源部品(発光ダイオード等)の老朽化(寿命)
・光量設定等が人によるアナログ調整作業のため個人差あり?
※ 近年はノンプリ観測を可能にするレーザダイオードで精度Up
TSの測距精度は年代別に下記程度が標準だったと思います。
(▼ メーカーにより違いあり、ご参考程度に留めて下さい。)
精度表示は統一されており 「±Amm+Bppm×D」で表示
(Dは測定距離で単位はmm 3kmなら+2ppm×Dは+6mm)
昭和年代のTS測距精度は ±5mm+3ppm×D
平成14年頃までのTS測距精度は ±3mm+2ppm×D
平成15年頃から約10年間は ±2mm+2ppm×D
● 墨出し作業で使用するTSの測距精度はAのみの注目でOK!
※ 測距精度Aが悪ければ、その分バラツキ幅も大きくなります。

↑「公益財団法人
日本測量調査技術協会
・ホームページ」へ
| ★ 現在使用しているTSの
「測角・測距精度と製造年」を 確認してみよう!
(平成24年10月1日まで確認可)
● 左画像クリックで
【地上測量機器性能表】の
3)トータルステーション
各メーカーの
機種/型式から確認出来ます。
|
|
2.「器械定数誤差と校正状態の悪化」は無関係
TSは組立完了の段階では、その製造過程や構成部品の特性等により、
真値に対して常に一定の誤差をもちあわせています。
この誤差はTS中心から光源までのズレが主な原因で、
「器械定数」と呼ばれ、TS出荷検査時にゼロに調整されています。
反射鏡にも厚み、屈折率、シフト量により独自の定数が存在します。
・この定数も変形、破損等がない限り変化はありません。
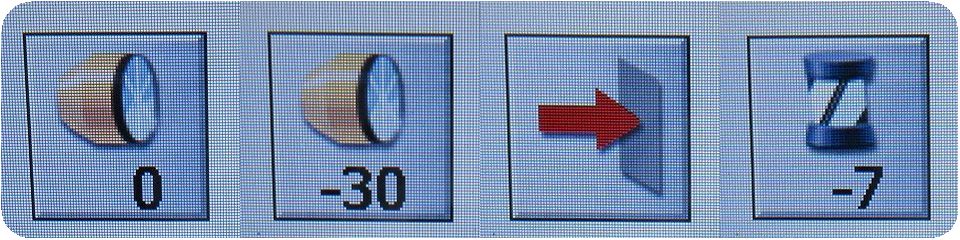
・現在使用している反射プリズムの定数はご存知ですか?
・TSに設定されている定数は間違いありませんか?その変更方法は?
★ メーカーではこれらの定数+測定値=真値となるよう調整します。
しかし
着工から TSを使用し続けると「校正状態の悪化」が想定されます
例えば 2点間の直接測距値と複数分割測距値の合計が一致しなくなる
これは測定回数差と器械定数による「器械定数誤差」が原因 ???
実は 器械定数も反射鏡定数も衝撃等がない限り変化する事はない ので
器械定数誤差は「校正状態の悪化」とはほとんど関係ありません
※ 参照は DocuWorks閲覧専用のビューアーソフト(無料)で!
▼ 日頃の作業下において 大切な事は TSの校正状態に敏感である事!
★ 校正悪化の原因は一概に断定できませんが 校正状態の異変に
気付く事ができる「点検用の不動点」を現場に設けておく!
(現場でなくても 社内TS点検用の基線場を設けておく手もある)
■ 座標塾では反射鏡の使分けも必要で、定数の存在は認識を!
( 反射鏡の種類と定数の設定・登録そして変更方法等は確認!)
● 反射鏡にも色々種類があり、独自の定数が存在する。
3. TSには それぞれ「クセ」がある
デジタル表示の角度と距離は当然誤差を含みます。(仕様書参照)
しかし、デジタルゆえその数値には狂いがないと錯覚する人が・・・
日本産業規格(JIS)で「器差」と呼ばれる計測用語があります。
【 器差とは「測定器が示す値から示すべき真の値を引いた値」と定義 】
(上記:TS独自に存在する器械定数誤差とは別ものです!)
★ 周知しておきたい事は 器差=「表示値-真値」⇒「TSのクセ」
その「クセ」は距離毎に存在し、(+)もあれば(-)もある。
■ このクセが次第に拡大していくため、校正周期は短く!
※【図説1】は DocuWorks閲覧専用のビューアーソフト(無料)で!
4.「クセ」は計測機器の校正証明書で分かる
使用TSの校正(点検)結果・検査成績書(校正証明書)の
内容を確認した事がありますか?
TSには同じ機種/型式でもそれぞれ個別の「クセ」があります
TSのクセは検査(点検)結果・検査成績書の中にヒントがあります。
※ 詳細がない場合 点検調整・内容明細書等の検査結果を確認してみる
5.「クセ」を知らないと混乱して作業がストップ
★この認識がないため、多くの方は現場で混乱する事に!
▼「 墨出しの苦手意識 」は次の事例から始まる!
★ 具体的な例で説明します。【 器差 ⇒ 表示クセ 】
① 着工から3ヶ月、高低差はあるが、見通し良好の直線上
A点にTSを据え、7.000m毎にマーキング(印)BCDを設置!
その後、ABCD点にて直角の墨出しを実施する予定とします。
AB間: 7.000m表示値で印をしたが【真距離+2mmの表示クセ有】
AC間:14.000m表示値で印のはずが【真距離-1mmの表示クセ有】
AD間:21.000m表示値で印も同様に【真距離-1mmの表示クセ有】
真の距離:AB間=6.998m ,AC間=14.001m ,AD間=21.001m
よって BC間=7.003m ,CD間=7.000m ,BD間=14.003m
盲点1: 7mの観測で+2mmの器差がある事を認識していない事!
盲点2: 14m以上では逆に-1mm器差(マイナス傾向)である事!
盲点3: その結果、BC間が7.003mである事に気付いてない事!
※【図説2】は DocuWorks閲覧専用のビューアーソフト(無料)で!
② B点にTSを据え、BA間 ,BC間 ,BD間を観測した場合
BA間:観測(表示)値は 6.998+0.002= 7.000m(±0mm)
BC間:観測(表示)値は 7.003+0.002= 7.005m(+5mm?)
BD間:観測(表示)値は14.003-0.001=14.002m(+2mm)
CD間計算:14.002-7.005=6.997m(-3mm)
AC間計算:7.000+7.005=14.005m(+5mm?)
|
|
|
▼ 完璧と思いきや・・・何でBC間で5mmも差が出るの?
|
※ ②でBを2mmC方向へ、CをB方向へ1mm移動すれば誤差の
分散はできるが、なぜ5mmの誤差が発生したか?
分からないままTSを移動すれば
器差(クセ)の認識がないため、新たな混乱が発生する。
③ C点にTSを据え、CA間 ,CB間 ,CD間を観測した場合
CA間:観測(表示)値は 14.001-0.001= 14.000m(±0mm)
CB間:観測(表示)値は 7.003+0.002=7.005m(+5mm?)
CD間:観測(表示)値は 7.000+0.002=7.002m(+2mm)
AB間計算:14.000-7.005=6.995m(-5mm?)
BD間計算:7.005+7.002=14.007m(+7mm???)
④ D点にTSを据えDA間 ,DB間 ,DC間を観測した場合
DA間:観測(表示)値は 21.001-0.001=21.000m(±0mm)
DB間:観測(表示)値は 14.003-0.001=14.002m(+2mm)
DC間:観測(表示)値は 7.000+0.002= 7.002m(+2mm)
AB間計算:21.000-14.002=6.998m(-2mm)
BC間計算:14.002-7.002=7.000m(±0mm)
|
|
|
▼ TSを移動するたびに区間長が変わり、訳が分からなくなる。
|
★ TSの表示距離に隠れているクセを認識しておく!
TSのクセは検査(点検)結果・検査成績書で確認できます。
以上、実際の業務で思い当たる節がある方は・・・納得?
想像もしていなかった距離誤差(クセ)の「からくり」かと・・・
公共測量作業規程の準則で定める検定有効期間は1年間ですが
それは主にコンサルタント業務(公共測量)における校正周期であり、
振動、ホコリ、据付回数の多い建築工事測量では適切とは思えません。
▼ 器差は知らぬ間に悪化している。見落とすと手遅れに!
まるでサイレントキラーの如く増殖し致命傷を・・・
手直し工事となる前に気付く心掛け(随時点検)が必要!
※【図説2】は DocuWorks閲覧専用のビューアーソフト(無料)で!
● この盲点(誤差の原因)が理解できれば一歩前進デス!
但し、くれぐれもこのクセを根拠に印等を移動操作しない!
混乱を招くだけなので・・・厳禁デス!(体験談より)
何故なら、誤差の原因は他にも沢山あるから・・・
クセの認識だけでは歪み誤差等の解消はできません!
☆ 「一歩前進」から近道へ!(TSのクセによる混乱回避法)
「点検・調整済のTSを好環境下で使用し、得られた区間距離
TSを同一直線上に移動させてその同区間を観測した場合、
TSのクセにより5mmの誤差が発生する事はアルアル」
と承知していれば前進! 混乱すればそのまま停滞!
そこで、TSのターニング数を減らす必要性に気付けば、
☆☆ 「歪み誤差を抑える近道」につながります。
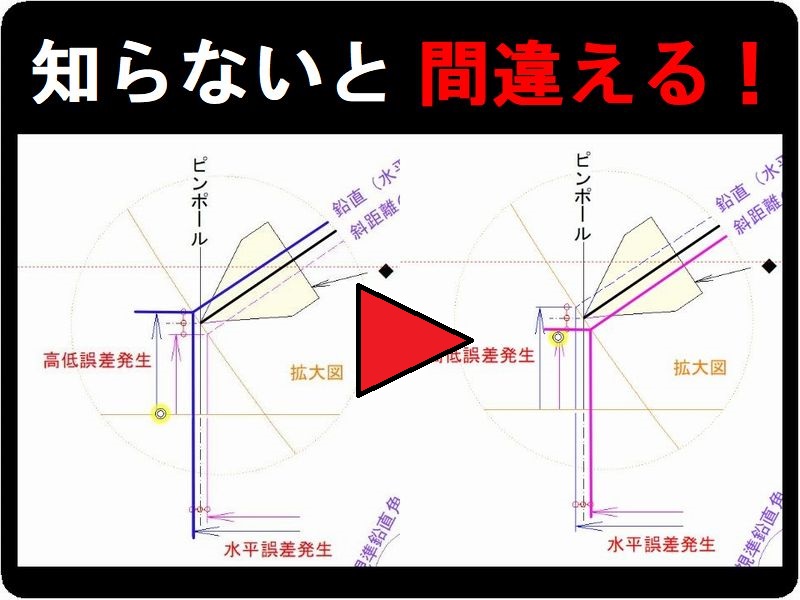
▼ 水平・鉛直角度にも器差は存在しますが、対回観測等により
「消去と器差の拡大・悪化」が確認できます。
|